
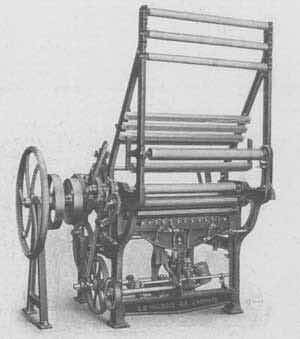
In 1783, Thomas Bell of Scotland invented the roller printing machine. This method was used in the 1790s to produce cotton dress fabrics by reproducing small monochrome fabrics characterized by striped motifs and tiny dotted patterns called "machine grounds". Improvements in the technology during the 1820s resulted in more elaborate prints in Turkey red and chrome yellow.


The cotton gin had been used in India since the 5th century for long staple cotton. However, it wasn't suitable for the short staple cotton grown in Georgia. Eli Whitney invented the saw gin in 1793. He had moved to Georgia in search of work. Catharine Greene provided him with the money to make the first prototypes. It made separating the seed from the lint and cotton fibers faster. It could separate 50 pounds of cotton per day.
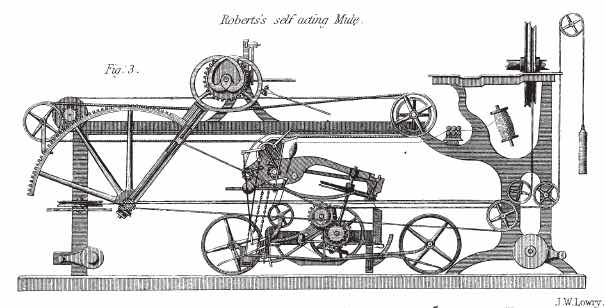
In 1825, Richard Roberts patented the automatic spinning mule designed for spinning cotton. In 1900, there was a high incidence of scrotal cancer detected in former cotton mule spinners. This cancer was known as Mule Spinner's Cancer. The cause was attributed to the cottonseed oil used to lubricate the spindles. Cotton mules ran faster and hotter than other mules and needed frequent oiling. The toxic chemical, gossypol in cottonseed and in the oil it prodices, can cause irreversible infertility after repeated exposure. The spindles when running threw out a mist of oil at crotch height, that was captured by the clothing of anyone piecing an end. In the 1920s, the solution was to adopt a statutory requirement to only use white mineral oil, that later came to be called machine oil and we still use it today in sewing machines and metal lathes.

In 1832, Kenworthy and Bullough made a fully automatic power loom.
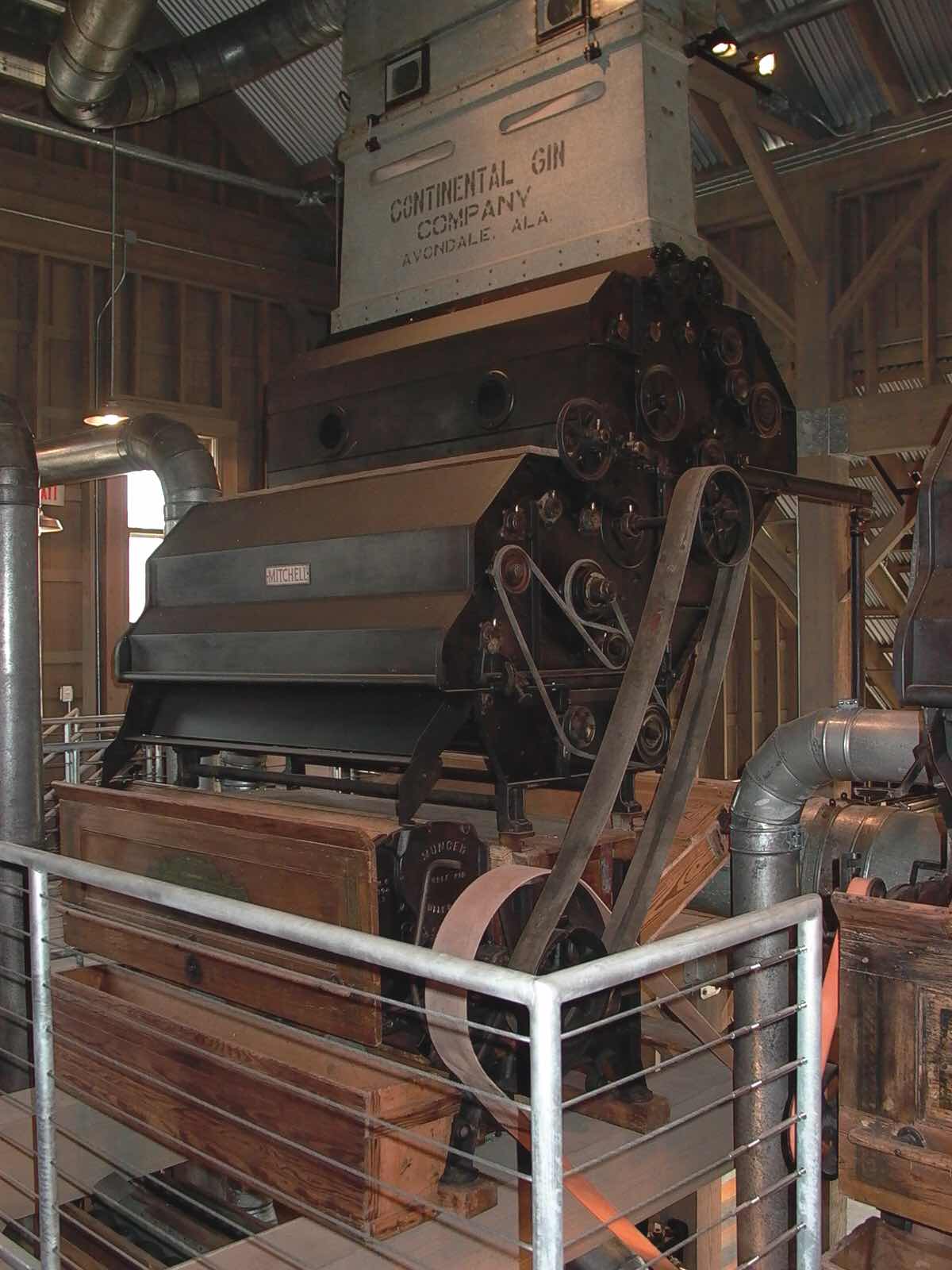
In 1840, Fones McCarthy received a patent for the roller gin that could be used for short, long and extra long staple cotton. It was especially suited for Sea Island cotton, the extra long staple variety grown in Florida, Georgia and South Carolina. It could process 200 pounds of cotton per day.

In 1857, James Edward Allen Gibbs patented the first single thread chain stitch machine. This would've have been the only machine available for home use during the Civil War.
Northern Textile Industry
Samuel Slater founded the cotton industry in Rhode Island where he designed the first textile mills in the United States. He is known as the father of the American Industrial Revolution and the father of the American Factory System. In the U.K., he is called "Slater the Traitor" because he brought British textile technology to America and modified it for American use. The Calico Act made it illegal to export the machinery designs. Slater began work at age 10 in a cotton mill owned by Jedediah Strutt. He was later indentured as an apprentice after his father's death. In 1789, Moses Brown attempted to establish a textile mill in Pawtucket, Rhode Island with a 32 spindle frame patterned after the Awkright design, but couldn't operate it. In 1790, Slater contracted with Brown to replicate the British designs from memory. He made some adjustments to Awkright's designs that resulted in the first water powered roller spinning textile mill in America.
The Embargo Act of 1807 was enacted by Congress against Britain and France during the Napoleonic Wars. It cut off imports from Britain. However, foreign goods still found their way into New England via smugglers through Canada. Farmers and planters in the South could not sell their crops on the international market. Britain built a new South American market for its exports. The War of 1812 resulted in speeding up the process of industrialization in New England. By the war's end in 1815, there were 140 cotton manufacturers within 30 miles of Providence, employing 26,000 hands and operating 130,000 spindles. The American textile industry was launched.
In the 1820s, Esbon Sanford built the Shady Lea Mill in North Kingstown, Rhode Island to produce a cotton-wool twill fabric called Kentucky Jean that resembled a cross between burlap and dungaree fabric.
All of the spinning mills were in Rhode Island while all of the textile mills were in New York, as was every other industry: clothing and mattress factories, haberdasheries, milliners, banks, insurance companies and a budding underground railway system.
Southern Textile Industry
For many years, England held a proprietary stranglehold on the industry, which forced the North American colonies to ship their crops to England to be manufactured into cloth. Then, once textile technology finally reached the U.S. mainland, the New England colonists didn’t rush to share their secrets with Southerners.
Small, individualized mill enterprises existed in South Carolina in the early 1800s or maybe even late 1700s, though it took renowned industrialist William Gregg of Graniteville to put the state, and largely the South, on the map for textile manufacturing. He’s considered the father of Southern cotton manufacturing. He was pivotal.
Gregg journeyed to New England in 1844 on a fact-finding mission to study textile mills, then returned to the state and founded The Graniteville Company in 1845. The mill operated through the Civil War, World War I and World War II, the Great Depression and other landmark points in United States. The company was taken over by Avondale Mills in the 1980s and operated until the 1990s. Other major textile mills operated across the South and in the Upstate and coastal areas of South Carolina.
The Great State of Georgia
Georgia was established in 1733 by James Oglethorpe, it was to be a town-oriented society of tradesmen and small farmers. However, the colony faced economic hardship and by the 1740s, Georgia established a slave-labor, staple crop, plantation colony. Little is known about workers after the American Revolution in Georgia. Many skilled white craftsmen from the North, their options restricted by market and production changes, arrived in the state looking for new opportunities. They found work and established shops in the port city of Savannah and the growing town of Augusta. They worked as blacksmiths, jewelers, carpenters, tailors, shoemakers and tanners. A few owned their own shops and employed white laborers and apprentices, or contracted out for black slave workers. Some white craftsmen who ran their own shops eventually owned slaves. By 1850, craftsmen had established the Athens Mechanics Mutual Aid Association which served to promote the work and activities of its members.
White and black skilled workers sometimes worked alongside each other in Georgia. Former slaves, who made up a small minority of the free workforce, found their way as skilled craftsmen who competed with whites for jobs as tailors, carpenters, butchers, bricklayers and shoemakers. Although slaves often worked alongside whites, this physical proximity did not approach racial equality.
Slaves, who made up a large part, if not the majority, of Georgia's workers before the Civil War, labored in the plantation fields and homes. They built the region's early infrastructure, developed important farming techniques and helped establish early staple crops like rice. They also worked as mechanics in plantation shops, and as tanners, shoemakers and dockworkers. Many times they were hired out by their owners to work at these occupations in urban areas. In some parts of the South, slaves served as physicians. Early manufacturers experimented with the use of slave labor in factories.
Textiles
Not everything depicted in movies is accurate, especially concerning slavery in the South. New field slaves wore the cheapest and most basic clothing until they had earned the right to be gifted better clothing or fabric from their masters. Poor whites were forced to rely on the same basic clothing that slaves wore, but we don't see this in films. All we're shown is well-dressed whites and slaves. We aren't shown the reality of them wearing wool and handwoven cotton. Everyone in America wore wool until 1832 when cotton began to be woven on power looms and mass produced. If you're interested in historic reenactment, the Leavey Foundation for Historic Preservation sells period clothing. They're always looking for sewists and reenactors for movies. C&C Sutlery also sells Civil War reenactor clothing. All of the blank fabrics I've linked to can be dyed.
Worsted Wool

Ladies Worsted Riding Jacket, 1740s
Worsted is a very lightweight summer cloth. It was used for women's gowns, jackets and petticoats, and men's jackets, waistcoats and breeches. It was available in a variety of colors and plaids. Worsted was worn by all classes in the 18th century. The Scots wore breeches (pronounced, breeks, not britches) under their kilts. These breeches were the Scottish idea of underwear that were similar to what sumo wrestlers wear. Highland Scotsmen didn't wear any form of pants until the 17th century and those were introduced by the English.

Wool Flannel

Man's Flannel Undershirt, 1800
Wool flannel was a plain woven wool fabric used as an insulating layer close to the skin or as a lining in outerwear. It was worn by all classes. It was available in the following colors: black, navy, grey, brown, red, natural white, black & grey plaid or brown & grey checked. Slaves and the poor would've worn natural colors. Wool flannel was replaced with cotton flannel in the 19th century.

Wool Flannel (insulating layers)
Wool Jean

Man's Kersey Trousers, 18th century
Jean fabric also known as Baiz, Plains, Virginia, Kentucky or Oxford Jean is brown, grey, white or indigo dyed wool that is Kersey woven with natural cotton into a coarse fabric. It was originally woven with linen and called linsey-woolsey fabric. The pants were lined with muslin to prevent them from scratching. Each textile mill distinguished itself by the quality of its jean cloth. Even though it was produced for slaves, it had to be stout enough to withstand the rigors of hard manual labor. Virginia and Kentucky jean were the finest and most sought after by slaves. Oxford jean came from a mill in Connecticut that used a basket weave. Baiz was infamous for being loosely woven and of inferior quality. Plains was a nickname for the jean trousers. When Kersey weave is made with all cotton, it's called corduroy. We get the word, trousers from the Irish Gaelic word, trews. The Irish wore these trews or leggings under their kilts. Their descendants are plaid golf pants. B&B Tart specializes in jean cloth.

Natural Wool Jean (slave pants, winter)

Grey Wool Jean (Confederate soldier uniform pants)
Wool Broadcloth

Man's Embroidered Wool Broadcloth Suit, 1780
Wool broadcloth is wool yarn that is woven and then, glazed. Glazing is a process of applying a hot press to wool resulting in a smooth, lustrous fabric surface. The William Booth Draper site sells a full line of historic wool broadcloth. All classes wore wool broadcloth as outerwear in the winter. Slaves and the very poor would've worn natural, undyed wool that was not mixed with cashmere. Their options would've been limited to black, grey and natural white or buff. Upper classes wore mixed wool that may or may not have been dyed.



Natural Black, Grey and Buff Wool (slaves outerwear)

Medium Grey (Confederate soldier coat)

Cadet Grey (Confederate Army officer coat)

Steel Grey (Confederate Navy officer coat)
Dark Blue (Confederate Marine officer coat and Union, all members)

Sky Blue (Union Navy pants, fall-spring)

Berdan Green (Union)

Wool Felt may be a beginner's substitute for broadcloth.
Tweed replaced wool broadcloth as a suiting fabric, but 100% wool tweed is difficult to find and expensive. Gabardine is an affordable modern substitute for wool broadcloth, but it's polyester. Don't try to use cotton broadcloth to replace wool. It isn't thick enough.

Gabardine (suiting coats and pants)
Muslin

Woman's Embroidered Muslin Dress, 1800
Muslin is a cotton fabric of plain weave. It is made in a wide range of weights from delicate sheers to coarse sheeting. It had been featured on terra-cotta figurines since the 2nd century BCE. It was so prized by Roman ladies that an ounce of muslin sold for an ounce of gold. Muslin was imported into Europe from Bengal, India during the 17-18th centuries. It was later manufactured in Scotland and England.

Muslin was used to make undergarments until 1783 when Marie Antoinette posed for a painting in a bleached muslin dress. This painting caused a real uproar in French society. She appeared to be wearing a chemise and was labeled as vulgar; thus, the painting was hidden from view. She also associated herself with the peasantry by wearing a peasant garment and is credited for launching the French Revolution. She was beheaded for treason in 1793. She is often associated with the phrase, "let them eat cake," but this is a misinterpretation of French and a misunderstanding of history. Marie Antoinette became the Princess of France in 1770. Jean-Jacques Rousseau wrote in his autobiography, Confessions, that he spoke with a great princess. The book was finished in 1769, a year before Marie Antoinette came to France. However, it wasn't published until 1782 after his death. He supposedly told this princess that the peasants had no bread, to which she replied, "let them eat brioche." Brioche is an enriched bread from Normandy made with milk or cream, butter and eggs that would've been expensive to make. To them, it might have been like a decadent cake.

Bleached cotton muslin (petticoats worn by the upper class)


Fabric.com has a very large selection of muslin fabric.
Osnaburg

Woman's Petticoat, 19th century
Osnaburg, also called Lowell's cloth if it came from the mill in Lowell, Massachusetts, was originally a coarse weave linen worn only by slaves and the poor as late as 1835. By 1853, it was replaced with cotton and became a lightweight, cheap fabric. Cotton osnaburg is a plain-weave fabric having approximately 20-36 threads per inch. The name comes from the German city of Osnabrüch where the cloth was manufactured in the early 18th century. By 1740 osnaburg was being manufactured in Scotland and by 1758, 2.2 million yards were being made, mainly for export. Some was exported to England or the continent, but most went to the Americas, the majority of which was used for slave dresses, chemises, petticoats and summer clothing.

Osnaburg (slave dresses and undergarments, summer)
Handwoven or Homespun

Handwoven child's slave clothing, 1850s
A few sleeveless jackets and a pair of trousers that survive at Shadows on the Têche in Louisiana were handed down in the family as examples of clothing made entirely by slaves, who spun the yarn, wove the fabric, and stitched the garments. The garments above, sized for a boy perhaps 10-15 years of age, are surviving examples.

Handwoven (field slave clothing, summer)
Cotton Flannel
Cotton flannel replaced wool flannel. It is created by scratching the weft and raising it up. Flannel can either have a long or short nap, and can be napped on one or both sides. It is woven with a twill or plain weave.

Cotton Flannel (underlayers, insulating)
Combed Cotton

Combed cotton replaced wool broadcloth. It is an extremely soft version of cotton made by specially treating the cotton fibers before they are spun into yarn. As a general rule, combed cotton is slightly more expensive than conventional cotton. The extremely soft, strong material is ideal for making bed linens and clothing which will be worn against the skin.
The texture of combed cotton is softer because it lacks short threads to stick out and prickle, and all dirt and impurities have been removed from the thread. Combed cotton is also stronger, because shorter and breakable fibers have been removed through combing. In addition, the straightened fibers lie together more tightly after combing, making combed cotton thread less likely to fray and unravel. Because the combing process removes volume and adds an extra step, the resulting textile will be slightly more costly.

Combed Cotton Fleece (men's shirting, winter)

Combed Cotton Lawn (men's sheer shirting, summer)
Percale is a smooth, finely combed woven with a minimum thread count of 180 threads per square inch. Used for sheets and day clothing.

Percale or Mercerized Cotton (day clothing and sheets)
Poplin is a fabric with a fine horizontal rib effect on the surface and high thread count.

Cotton Poplin (high quality shirting)

Cotton Sateen (women's fine dresses)
Velvet is a warp-pile fabric with a short, densely woven cut pile, giving the fabric a soft, rich texture. It was traditionally made of silk with a silk lining. Today's lining is rayon. Most clothing velvet on the market is polyester and it stretches. Velveteen is 100% cotton, making it washable and easy to care for.

Cotton Velveteen (draperies, cushions and clothing)

Silk Habotai (handkerchiefs, scarves and shawls)
French Gray Twill

19th century gray twill and lace coat
French twill is natural gray wool woven with indigo wool yarn and white silk thread for strength. It was devised by the shepherds of the Cevennes Mountains to create a cloth rugged enough for work that would also thermoregulate.
Serge de Nimes or Denim


Serge de Nimes American Denim
In Nimes, France, French twill was called "serge de Nimes" and became known as denim. Nimes denim was coarse and considered high quality. It was originally a blue-grey color. By the 18th century, it was woven purely of cotton. In America, denim was cotton woven with an indigo thread through white warp threads in keeping with the original French weave. It was used for work clothing as smocks and overalls. Somewhere along the way, the coarse French denim fabric came to be used for jean fabric as work clothing. This is how denim became synonymous with blue jeans. The Genoese weave that produced a smoother fabric became known as French twill and made into work slacks or skirts that are worn for less strenuous jobs such as office work or food service. This reversal has created a lot of confusion concerning these two fabrics.

Bleached French Twill (light work clothing)
Khaki Chino

Chino is a cotton twill fabric that was developed in 1846 for use in French and British military uniforms. It gained popularity in the US after Spanish-American War veterans returned from the Philippines. The khaki color comes from the Mazari palm. This is technically a post-Civil War fabric. Khakis also became uniform office attire.
Geneose or Blue Jeans

Blue Jeans
Geneose fabric emerged during the 15th century in Genoa, Italy. The fabric produced was made of wool and cotton in a fustian weave that made it smoother than Kersey. It was a textile of medium quality and reasonable cost. By the 17th century, geneose fabric was a crucial textile for work clothing in Northern Italy. Italian sailors wore them because they needed pants they could work in, wet or dry. American sailors later adopted them as well.

"The Blue Boy"
Portrait of Jonathan Buttall by
Thomas Gainsborough, 1770
By the 18th century, geneose was made entirely of cotton. The above Blue Boy painting associates blue jean fabric with the nobility in England, even though it was worn as work clothing in Italy. The term, jeans, was coined in 1795 by Swiss banker Jean-Gabriel Eynard who owned a textile business in Genoa. In 1800, he was tasked with outfitting Massena's troops. He furnished them with uniforms cut from blue cloth called "bleu de Genes". Genes is the French word for Genoa. This is where we get the term Blue Jeans. In America, cotton jean was woven with two indigo threads making the fabric a solid deep blue. Jeans were intended as gentlemen's daily clothing because it was a finer fabric than denim which was coarse and worn for manual labor.

In 1872, Levi Strauss came up with the idea to reinforce jean pockets with copper rivets. He experimented with brown cotton duck before settling on blue jean fabric that was produced by an American manufacturer. The first 3 pocket prototype was produced in 1873. Men's jeans had a fly in the front, while women's jeans had a fly on the left side. They were later redesigned with four pockets and a watch pocket, and with a fly in the front for both genders. They were loose fitting for ease of movement. Levi's jeans were marketed to cowboys and factory workers. They have since been worn as work clothing. As the indigo cloth faded from wear, the jeans displayed the type of work a person did. They became a fashion statement in the 1950s after Marylin Monroe and James Dean wore them in movies. Men who were part of the greaser subculture wore them while taking a hot shower in order to shrink them to fit.
Geneose Denim, 6oz (70% cotton, 30% linen; true indigo)
Dungaree

Prince of Wales sailor suit, 1846
Dungaree was discovered in the 17th century. It was a cheap, coarse, thick cotton cloth worn by impoverished people in the Dongri village in Bombay, India. It was often colored blue, but was sometimes undyed or natural. The cloth was called "dungri" in Hindi. It was imported into England where it was used to produce work clothes and ship sails. The American Navy adopted white dungarees as part of its official dress uniform after the Civil War. Dungaree fabric can be purchased today as sail cloth, painter's pants or bull denim.

Denim Twill (work clothing and summer Union Navy)
Brown or Tan Linen

Duster Coat, 1870s
Linen is made from the flax plant. Unbleached linen was called brown or tan linen. It was used for making bags and outerwear. Linen slub was used for making upholstery and tents or tarpaulins. Even as late as 1895 the Montgomery Ward & Co. catalogue was selling “brown (unbleached) linen” in 50 yard lots. Brown linen finally ceased to be a poor-man's cloth in the later 19th century with innovations in bleach technology and the rise of cotton as the cheapest, most readily available fabric. By the end of the century white linen was as common as brown, and cotton was a far cheaper fabric than linen, so linen of all colors achieved a bit of status. Unbleached linen suits and dresses were worn by the wealthy.

Tan linen (outerwear)
Linen Slub (upholstery)
No comments:
Post a Comment